

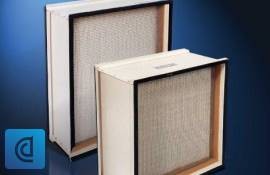
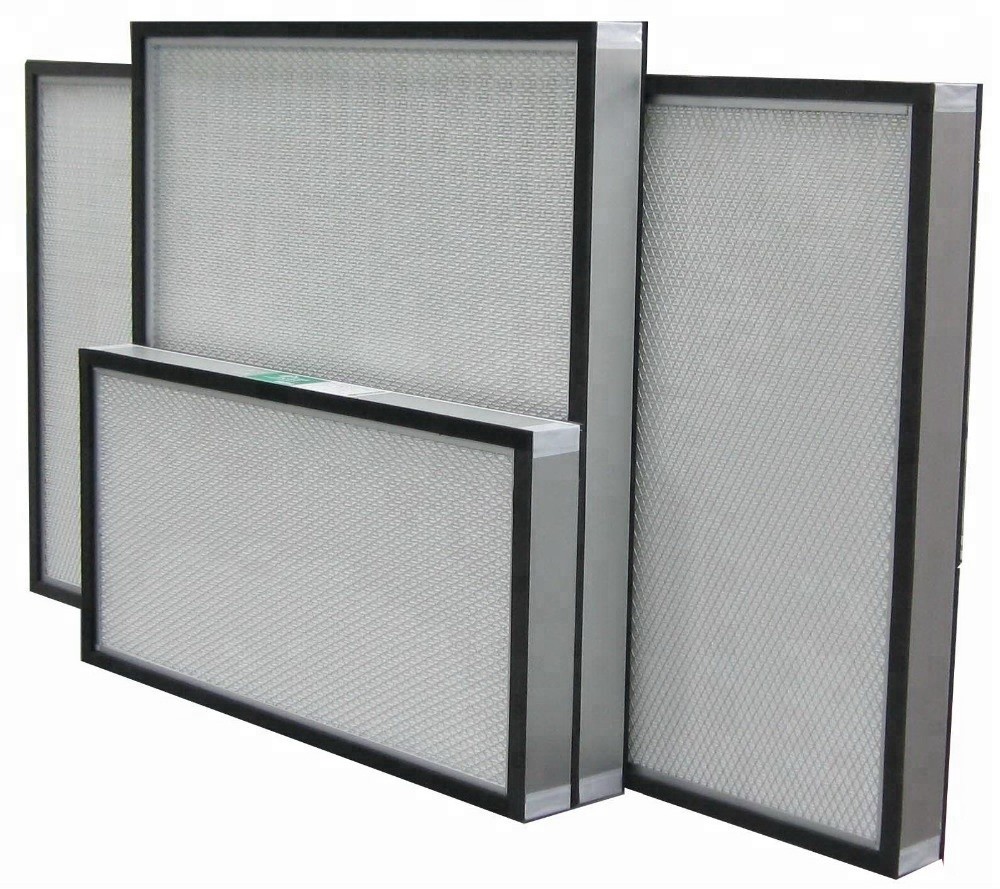
فیلتر هوای ذرات دستگاهی متشکل از مواد فیبری یا متخلخل است که ذرات جامد مانند گرد و غبار، گرده، کپک و باکتری ها را از هوا حذف می کند. فیلترهای حاوی یک جاذب یا کاتالیزور مانند زغال چوب (کربن) نیز ممکن است بوها و آلاینده های گازی مانند ترکیبات آلی فرار یا از آن را حذف کنند.
بیشتر بخوانید: فیلتر هوا
هنگامی که استاندارد جدید EN 1822 برای فیلترهای هپا و اولپا لازم شد، باعث پیشرفت زیادی در زمینه تکنولوژی ساخت اتاق تمیز در اروپا گشت. پنج بخش استاندارد EN 1822 مشخصات برجستهای را برای فیلترهای هپا و اولپا نمایان میسازد: کلاسبندی، تستهای کارایی نشت یابی و تعیین کارآمدی فیلتر. بدست آوردن معیارهای اندازهگیریهای قابل تکرار برای مهمترین پارامترهای یک فیلتر هپا/اولپا یعنی افت فشار در جریان حجمی نامی و کارآمدی فیلتر در کمینه کارایی آن، امری امکانپذیر است. بنابراین، استاندارد نقشی حیاتی در حذف روشهای فراوان و اغلب گیج کننده برای تعیین کارآمدی فیلتراسیون در فیلترهای هپا/اولپا خواهد داشت.
برای بسیاری از استفاده کنندگان از فیلترهای هپا/اولپا، بررسی سلامت و تناسب اینگونه فیلترها در شرایط نصب شده اهمیت فراوانی دارد. در حالیکه تست در محل به منظور اطمینان از کیفیت محصول نهایی برای فیلترهای هپا/اولپا در بخشهایی نظیر میکرواکترونیک، تولید مواد غذایی و مهندسی میکروسیستمها انجام میگردد، این تست در بخشهایی نظیر صنایع دارویی به واسطه قوانین جلوگیری از ایجاد هر گونه خطر برای سلامت انسان نیز لازمالاجرا است. در بسیاری از موارد، استفادهکنندگان نمی دانند که چه خصوصیاتی را میتوانند در محل دوباره اندازهگیری نمایند یا این که در چه مواردی لازم است که اعداد با مقادیر اعلام شده در استاندارد EN 1822 با مقادیر ذکر شده توسط تولیدکننده مطابقت داشت باشد.

بیشتر بخوانید: جدول تفاوت عملکرد فیلترهای هوا
داده های مربوط به کارایی یک فیلتر هپا/اولپا توسط یک سری آزمایشات ویژه که در استاندارد EN 1822 ذکر شده، مشخص و اندازهگیری میشود. مهمترین اعداد شامل موارد زیر میگردند:
نتایج برای کلاسبندی فیلتر از H10 تا H17 استفاده میشود (جدول 1 را ببینید). استاندارد دید EN 1822 توسط قوانین اروپا جایگزین تمامی تستهای استاندارد مانند BS 3928، DIN 24184 و ANFOR NF X44-013 برای فیلترهای هپا/اولپا شد. ابداعات اساسی توسط EN 1822 شامل استفاده از تکنولوژی جدید شمارش ذرات و تعیین کارآیی فیلتراسیون در کمینه کارایی فیلتراسیون میباشد.
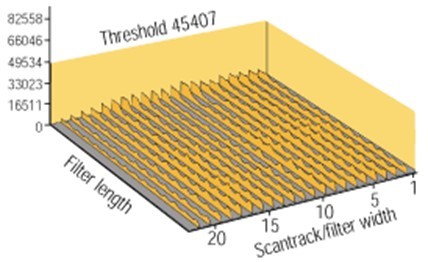
تمامی اندازه گیری ها برای فیلتر در جدیدترین شرایط آن و در جریان حجمی نامی که همیشه باید ذکر شود، انجام میگیرد. یک نمونه گزارش تست فیلتر مطابق EN 1822 در شکل 1 نشان داده شده است. فیلتر تحت بررسی توسط یک نازل تغذیه آئروسول متحرک و پروب های اندازه گیری قرار گرفته و کارایی فیلتراسیون آن مشخص میشود که در گزارش چاپ شده نهایی موجود است.
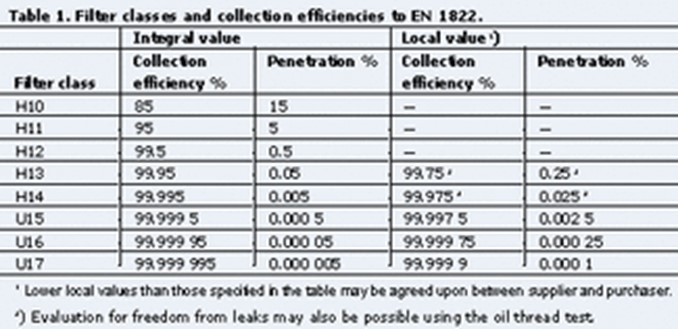
جدول یک
در علم اوزان (مترولوژی)، تعیین کمینه کارایی فیلتراسیون و MPPS به نسبت عملیاتی دشوار به حساب میآیند. برای فیلترهای کلاس H13 و H14، استاندارد اجازه میدهد برای فیلترهای اسکن نشده جهت اجرای تست نشتی از آزمایش رگه روغن استفاده کرد.
برای فیلترهای کلاس U15، تعیین کمینه کارایی فیلتراسیون الزامیست. اغلب برای فیلترهای H14 نیز اجرای چنین تستی بین مصرف کننده و تولید کننده توافق میشود. به منظور دسترسی به اندازهگیریهای پیچیده دخیل در این امر، شرایط و چارچوب کاری مشخصی باید به وجود آید. این اوامر شامل جریان حجمی ثابت، پروفایل سرعت یکنواخت هوا بر روی فیلتر و اندازه ذرات ثابت جهت تست MPPS میشود.
شکل 1، گزارش آزمایش چند مرحلهای برای یک فیلتر هپا/اولپای کلاس H14 مطابق استاندارد EN 1822
بنا به دلایل آماری، بایستی از یگ گاز بسیار تمیز برای اطمینان از شمارش درست ذرات توسط دستگاه های شمارش ذرات استفاده کرد. این قضیه مستقیما به غلظت گاز خام مرتبط است که باید به نسبت بالا باشد. برای اندازه گیری غلظت گاز خام جهت اطمینان از قابلیت شناسایی و اوزان گیری از غلظت گاز خام توسط استفاده از شمارشگرهای هستهای یا شمارشگرهای لیزری، یک حالت رقیق سازی کالیبره باید وجود داشته باشد تا در دامنه مناسب غلظت دستگاه اندازه گیر دخیل بتواند به خوبی کار کند.
اندازه گیری های انجام شده برای فیلترهای هپا/اولپا توسط تولیدکنندگان که در اینجا به اختصار گفته شده را نمیتوان به صورت جامع برای تست در محل استفاده کرد. بیشتر شرایط مرزی دخیل در تست کمینه کارایی کلی (جامع) فیلتراسیون به عنوان عدد متوسط کارایی های فیلتراسیون را نمیتوان با دقت کافی در شرایط نصب در محل به دست آورد.
مصرفکنندگان توصیه دارند که تولیدکنندگان اطلاعات تک تک فیلترهای هپا/اولپای تهیه شده را در اختیار آنها قرار بدهند. فیلترها و تستهای مربوط به آنها باید به گونهای باشد ( مثلا با شماره گذاری) که بتوان تست هر فیلتر مشخص را به راحتی در اختیار داشت. تست هر فیلتر بایستی تمامی اطلاعات مربوط به صحت عملکرد یک فیلتر را دارا باشد. مهمترین این مشخصات عبارتند از مقادیر مشخصات، جریان حجمی در طی آزمایش، افت فشار در جریان حجمی مورد آزمون، کارایی فیلتراسیون در MPPS و کلاس فیلتری که از این آزمایشات به دست آمده است.
هنگامی که بین کارایی کلی فیلتراسیون مطابق با مشخصات بدست آمده توسط تولیدکننده با استفاده از گزارشات انفرادی آزمایشات و کارایی محلی فیلتراسیون هماهنگی مشاهده شد، مصرف کننده میتواند از عدم آسیب دیدگی فیلتر خود حین جابجایی و نصب که منجر به نشتی در خود فیلتر یا درز آن میشود، اطمینان یابد. نصب صحیح و سیستم درزبندی فیلتر بایستی در هنگام نصب بررسی شود.
ابتدا انواع عملکردهای مختلف و محدودیتهای کارآمدی تجهیزات مورد استفاده بررسی خواهد شد. معمولا نیاز است که برای تنظیم میزان غلظت گاز خام قبل از فیلتر و گاز تمیز پشت فیلتر هوا ذرات مصنوعی افشانه را تولید کرد.
مواد مناسب برای این کار مواد شیمیایی روغنی هستند که به روش خاصی اتمیزه می شوند. بهترین مواد DOP، DEHS (DOS) یا Emery 3004 هستند. روغن توسط استفاده از ژنراتور افشانه به ذرات بسیار ریزی اتمیزه میشود و به جریان هوای آزمایش تزریق می گردد. مزیت بزرگ این کار اینست که میتوان در دامنه محدودی از اندازه ذرات به غلظت های بالایی دست پیدا کرد. موقعیت بیشینه توزیع نرمال اندازه ذرات به فنآوری دخیل در اتمیزه بستگی دارد.
نازلهای پرمصرف لاسکین (Laskin) از فشار برای اتمیزه کردن روغن سرد استفاده میکنند و بنابراین به اندازه ذراتی حول 0.65 میکرون میرسند. راه دوم برای تولید افشانه، تبخیر بخار با گرما و سپس چگالش آن است. قطرات روغن چگالیده اندازهای بین 0.1 تا 0.3 میکرون خواهند داشت.
شکل 2 یک نمایه توزیعی از تعداد فراوانی نسبی ذرات با دو توزیع اندازه ی مختلف را که در اثر استفاده از روش اتمیزه سرد و گرم است، نشان میدهد. از آنجا که فیلترهای هپا/اولپا در برابر ذرات با اندازه 0.1 تا 0.3 میکرون ضعیفترین عملکرد خود را دارند، کارایی فیلتراسیون یک فیلتر در برابر افشانه های بدست آمده از روش گرم ضعیف تر از آئروسلهای روش سرد است. در اینجا بحثی بر روی اینکه کدام روش بهتر است صورت نمیپذیرد. اثر اساسی بر روی اندازه گیری اما مشهود است زیرا مکان فراوانی بیشینه و عرض نمودار توزیع اندازه ذرات بر روی راندمان فیلتراسیون مورد بررسی تاثیرگذار است.
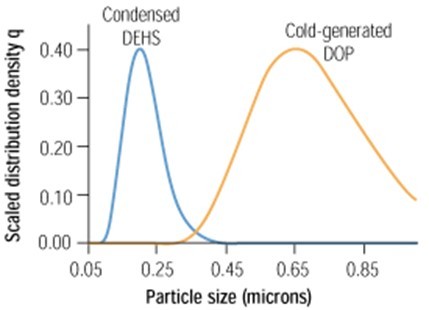
شکل 2، منحنی توزیع تعداد فراوانی اندازه ذرات برای دو نوع افشانههای آزمایش
ذرات در طرفهای خام و تمیز با استفاده از شمارشگر نوری ذرات یا با یک فوتومتر شمارش میشوند. شمارشگرهای نوری ذرات تعداد ذرات در یک نمونه حجمی را در یک فاصله زمانی با ارجاع به دامنه اندازه ذرات تعیین میکنند.
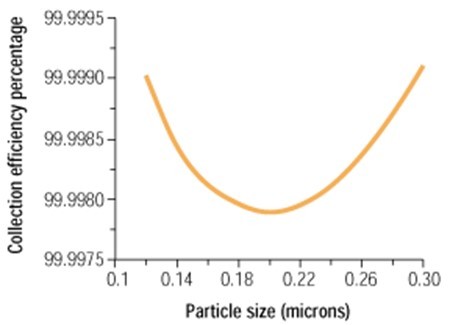
شکل 3، منحنی کارایی فیلتراسیون برای فیلتر هپا کلاس H14 طبق استاندارد EN 1822 در جریان حجمی نامی
برای مثال، نتایج اندازه گیری ممکن است 1625 ذره در هر فوت مکعب در دامنه ابعاد 0.3 تا 0.5 میکرون در گاز تمیز و 32500000 ذره در گاز خام در یک دقیقه باشد. بنابراین برای دامنه مشخص شده از 0.3 تا 0.5 میکرون، راندمان فیلتراسیون فیلتر برابر با 99.995 درصد خواهد بود. نسبت بین غلظت در گاز تمیز و خام برای این دامنه، درجه نفوذ فیلتر نامیده میشود. مجموع درجه نفوذ و کارایی فیلتراسیون همیشه برابر با 100% خواهد بود. منحنی کارایی فیلتراسیون بهدست آمده در آزمایشگاه برای یک فیلتر H14 در جریان حجمی نامی در شکل 3 نشان داده شده است.
در مقابل فوتومترها از یک فرایند پراکندگی یا انقراض برای تعیین غلظت جرمی ذرات روغن استفاده میکنند. انحنای نشانگر فوتومتر در گاز خام غلیظ بر روی 100% کالیبره میشود و انحنای نشانگر در قسمت گاز تمیز با توجه به آن خوانده میشود. این عمل منجر به تعیین درصدی برای بیان نسبت غلظت جرمی بین گازهای خام و تمیز خواهد شد. بنابراین با استفاده از فوتومتر نمیتوان به اطلاعاتی در مورد تعداد ذرات و اندازه آنها رسید. مطابق استاندارد EN 1822 فوتومترها بایستی فقط برای تست نشتی فیلترهای تا کلاس H13 استفاده شوند زیرا فرایند اندازهگیری برای فیلترهای با راندمان بالا اصلا دقیق نیست.
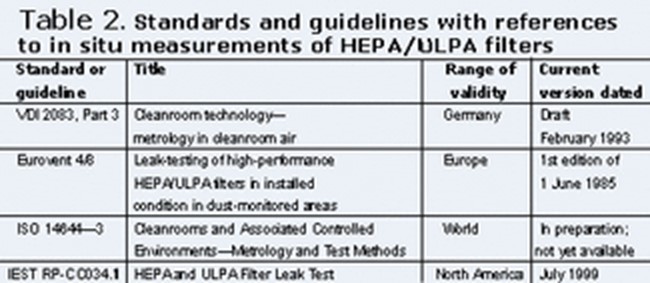
استاندارد و راهبرد اروپا شامل چندین مستندات برای رجوع جهت انجام تست در محل برای فیلترهای هپا/اولپا میشود. موسسه آمریکایی علوم محیطی و تکنولوژی (IEST) نیز در بخش اقدامات توصیهای خود (RP) مواردی را جهت انجام این امر ذکر کرده است. جدول 2 به این اصول نگاهی انداخته است.
در تمامی این مستندات اشاره شده، به اهمیت تست در محل برای اطمینان از نبود آسیب اشاره شده است. بند و مادهای برای اندازهگیری کارایی فیلتراسیون بر روی فیلترهای هپا/اولپای نصب شده وجود ندارد. راهبرد 4/8 از موسسه یوروونت (Eurovent) نیز صراحتا قید کرده که روش توصیف شده در آن مناسب تشخیص نشتی در فیلترهای نصب شده هپا/اولپا میباشد و برای تعیین کارایی فیلتراسیون مناسب نیست.
دو مثال جهت نشان دادن کارایی آزمایشات بر روی فیلترهای هپا/اولپا در محل ذکر میشود و نتیجه اندازه گیری ها تعبیر خواهد شد. تعبیر نتایج بسیار اهمیت دارد زیرا اندازهگیری ذرات هرگز نمیتواند دقیقتر از آن چه که روش اندازه گیری و تجهیزات اندازه گیری اجازه میدهد، باشد.
اولین مثال بر روی فیلتر هپای کانالی انجام شده است. فیلتر هپای نصب شده در کانالهای سیستم های تهویه مطبوع همانند پیش فیلترها (فیلترهای پاکتی یا کاستی) هستند و هوا بعد از تمیز شدن توسط فیلترها به سمت مقصد مورد نظر توسط سیتم کانالکشی تغذیه میگردد. اکثر فیلتر هپاهای استفاده شده در این سیستم ها معمولا مقادیر زیادی جریان هوا نسبت به سطح را از خود عبور میدهند بنابراین به جهت اینکه ابعاد فیلتر مقادیر قابل قبولی داشته باشد ما از فیلترهای کلاس H13 طبق استاندارد EN 1822 استفاده میکنیم. برای این کلاس فیلتر، استاندارد EN 1822 جهت اجرای تست نشت بر اساس اطلاعات منحصر به فرد ارایه شده توسط سازنده فیلتر راهکاری برای ما مشخص میسازد و با استفاده از آن میتوان از فیلتر، سیستم نگهداری آن و نصب بدون درز آن در برابر هر گونه نشتی پس از نصب اطمینان خاطر بدست آورد.
تصویر 4 یک چینش معمول برای تست فیلتر هپای کانالی را نشان میدهد. دستگاه اندازهگیری میتواند یک شمارشگر ذرات یا یک فوتومتر باشد. قبل از شروع آزمایش، باید بررسی کرد که هر دو طرف تمیز و خام فیلتر قابل دسترسی باشد و نقاط نمونهگیری کاملا مشخص گردد.
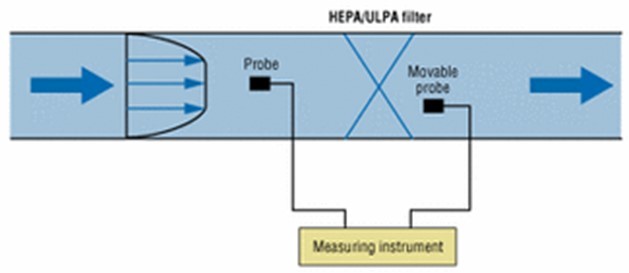
شکل 4، چیدمان معمول جهت آزمایش یک فیلتر هپا/اولپای کانالی
هنگام اندازهگیری غلظت قسمت خام باید توجه کرد که تعداد ذرات (اگر از شمارشگر استفاده میشود) از ظرفیت نهایی دستگاه که توسط سازنده آن اعلام شده بیشتر نباشد. اگر این تعداد از ماکزیمم دستگاه بیشتر شود ممکن است که ایراداتی اتفاقی رخ دهد و شاید تعداد زیادی ذرات کوچکتر را به عنوان تعداد کمتری از ذرات درشتتر در نظر بگیرد.
از آنجا که غلظت ذرات در سمت تمیز فیلتر تحت بررسی بسیار کمتر است، ذرات کوچک در آنجا به درستی قرائت میشود و اندازهگیری که قبلا با خطا انجام شده بود منجر به اعلام نتایج ضعیفتری برای کارایی فیلتراسیون در فیلتر مورد بحث خواهد شد. به این دلیل بایستی که غلظت گاز خام را با استفاده از یک مرحله رقیقسازی کالیبره شده کاهش داد و فقط بعد از این مرحله است که هوا اجازه دارد وارد شمارگر شود.
برای روش اندازهگیری توضیح داده شده، مکان نمونهگیری باید به دقت انتخاب شود. جهت تعیین افت فشار استاتیکی در طی یک فیلتر هوا کافیست که گیج فشار را مستقیما به سوراخ دیواره کانال متصل کرد اما برای یک شمارشگر یا فوتومتر بایستی که پروب اندازهگیری را داخل جریان هوای عبوری وارد کرد. باید مراقب بود که از خطاهای مرزی شامل جریانهای لامینار لایه مرزی در مناظق نزدیک به دیواره دوری جست. در شکل 4 پروفیل سرعت برای جریان هوا در یک کانال نشان داده شده است.
در سمت هوای تمیز، تمامی جریان پایین دست یک فیلتر هپا/اولپا بایستی با یک پروب متحرک بررسی شود. سرعت حرکت پروب نباید بیش از 5 متر بر ثانیه باشد تا بتوان از توانایی پروب در تعیین هر گونه نشتی احتمالی مطمئن گشت. در اینجا بایستی اشاره داشت که فیلترهای هپا/اولپا با پکیجهای خمیده V شکل را نمیتوان بررسی کرد زیرا نمیتوان پروب را به اندازه کافی به قسمتهای تا خورده نزدیک کرد. فیلترهای هپا/اولپای با خمیدگیهای عمیق و با چیدمان عمود بر جریان هوا کمی برای بررسی مناسبتر هستند. مشکل ذکر شده در تصویر 5 نشان داده شده است.
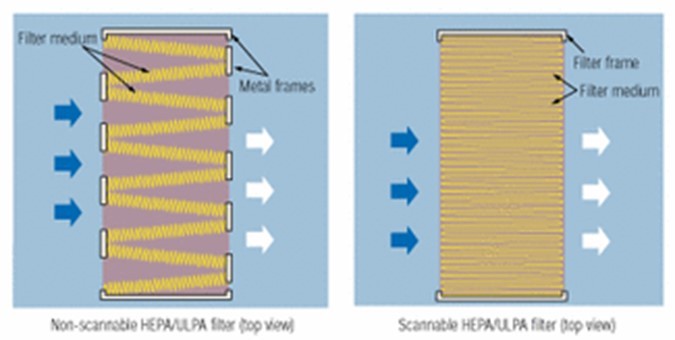
شکل 5، نمای شماتیک از یک فیلتر هپا/اولپا با طراحی V شکل پکیجهای تاخورده در سمت چپ در مقایسه با یک فیلتر هپا/اولپا محیط تا خورده عمیق در سمت راست
برای تعیین ذرات بسیار کوچک با قطر کمتر از 0.5 میکرون نیازی نیست که نمونهگیری در سرعت یکنواخت انجام گیرد اما باید توجه شود که خیلی از شرایط سرعت یکنواخت دور نگردد. با افزایش اندازه ذرات، خطاهای ناشی از دور شدن از شرایط یکنواخت بزرگتر خواهد شد.
سرانجام فرق اساسی بین شمارشگر ذرات و فوتومتر را بار دیگر باید ذکر نمود. شمارگر ذرات توزیع عددی ذرات را مشخص میکند در حالی که فوتومتر توزیع جرمی را تعیین میکند. بیشینه پراکندگی عددی و جرمی معمولا همیشه در یک نقطه یکسان از نظر اندازه ذرات رخ نمیدهد. ذرات بزرگتر بخش عمدهتری از توزیع جرمی را به عهده میگیرند زیرا قطر ذرات با توان 3 بر روی جرم ذره تاثیر میگذارد. به این دلیل شمارشگرهای ذرات به طور اجتنابناپذیری نتایج مختلفی نسبت به فوتومترها در هنگام بررسی کارایی فیلتراسیون ارایه مینمایند. هر دوی این روشها برای تعیین نشتی در یک فیلتر H13 کانالی مناسب هستند زیرا در این حالت تنها چیزی که نیاز است تشخیص یک غلظت بالا از گاز تمیز نسبت به غلظت گاز خام میباشد. نشتی از فیلترهای هپا/اولپا معمولا سبب نفوذ ناحیهای بالاتری میشوند که نشان میدهد نشتی پیدا شده است.
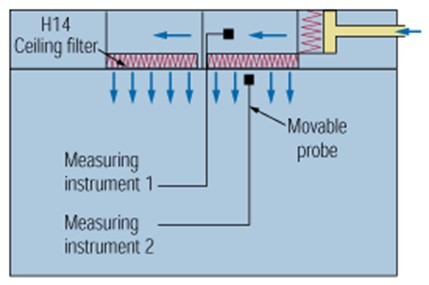
شکل 6، چیدمان معمول جهت آزمایش یک فیلتر هپا/اولپای ترمینالی با کلاس H14
همان گونه که در شکل 6 مشاهده میشود، مثال دوم جهت نشان دادن اندازه گیری یک چینش فیلتر ترمینالی هپا/اولپا به عنوان مثال در خروجی هوای سقفی برای یک منطقه با جریان لامینار، طراحی شده است. معمولا فیلترهای ترمینالی هپا/اولپا طبق استاندارد EN 1822 در کلاسهای H14، U15، U16 یا U17 و یا همینطور کلاس پایینتر H13 هستند.
به دلیل دقت پایینتر فوتومترها، توصیه میشود که از شمارشگرهای ذرات برای کلاسهای H14 به بالا استفاده شود و این امر برای کلاسهای U15 به بالا لازمالاجرا است. این مثال اهمیت و دلیل نیاز به بالا بودن غلظت گاز خام، سرعت حرکت پروب اندازهگیری در طی بررسی سمت تمیز یک فیلتر هپا/اولپا و بررسی آماری اطلاعات بهدست آمده از اندازهگیریها را نشان میدهد. توجه به این موارد در کلاسهای بالاتر فیلترهای هپا/اولپا حتی به مرابت بااهمیتتر میشود.
فیلتر نشان داده شده با کلاس H14 در شکل 6 مساحتی به ابعاد 610 در 610 میلیمتر دارد و تحت جریان هوایی به میزان 600 مترمکعب بر ساعت بوده است. در طرف گاز خام، غلظتی برابر با 35300000 ذره در اندازه 0.3 میکرون در هر مترمکعب هوا تعیین گردیده است. مقدار غلظت گاز خام توسط یک مرحله 1 به 10 رقیقساز اندازهگیری میشود که حول همین نقطه هدف نوسان میکند. شمارشگر دوم (بدون داشتن حالت رقیقساز) در همین موقع در سمت تمیز به کار رفته است. هر دو شمارشگر دارای جریان هوای نمونهگیری برابر با 28.3 لیتر بر دقیقه (یک فوت مکعب بر دقیقه) هستند. مطابق با استانداردها و راهبردهای استفاده شده در این بخش از مقاله، سرعت اسکن پروب نباید بیش از 5 سانتیمتر بر ثانیه باشد.
مدت زمان این آزمایش طبق مشخصات 3 دقیقه به طول انجامید و از هر دو طرف خام و تمیز مقدار 84.91 لیتر ( 3 فوت مکعب) نمونهگیری انجام شد. این آزمایش سه مرتبه تکرار شد. در جدول 3 نتایج سه آزمایش برای ذرات به اندازه 3/0 میکرون نشان داده شده است.
از نتایج این سه اندازهگیری میتوان به وضوح نتیجه گرفت که فیلتر هپا/اولپای تحت بررسی به خوبی نصب شده و هیچ گونه نشتی ندارد. اگر نشتی وجود داشت، مقادیر نفوذ حداقل با ضریب ده برابر بیشتر میبودند.
از این اعداد در مورد کمینه کارایی تجمعی فیلتراسیون 99.995 درصد برای MPPS که توسط سازنده در هماهنگی با استاندارد EN 1822 برای فیلتر کلاس H14 اعلام شده، هیچ نتیجهای نمیتوان بدست آورد. این قضیه در شکل 7 با استفاده از تحلیل آماری اطلاعات به دست آمده، نشان داده میشود. اهمیت استفاده از گاز خام با غلظت بالا برای بدست آوردن تعداد برخوردهای کافی در سمت گاز تمیز، در اینجا کاملا مشهود است. این اندازهگیریها به همراه محاسبه مقادیر میانگین و انحراف از استاندارد در جدول 3 ثبت شدهاند و منجر به حصول اطمینان 95 درصد نشان داده شده در شکل 7 میشوند.
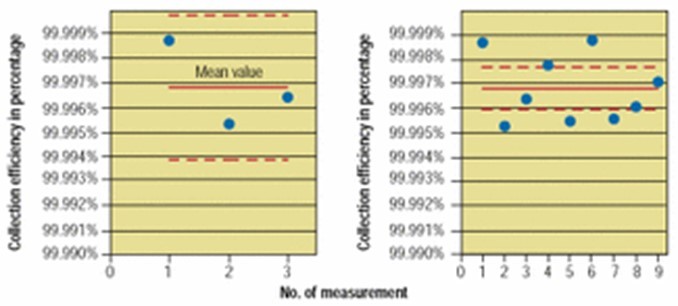
شکل7، نمایی گرافیکی از مقادیر اندازهگیری شده از جدول 3 با مقدار میانگین و فاصله اطمینان 95 درصد (سمت چپ) در مقایسه با 9 مرتبه اندازهگیری (سمت راست)، که 3 عدد اول با مقادیر جدول 3 مشابه هستند
با 95 درصد اطمینان، میزان واقعی کارایی فیلتراسیون در دامنه نشان داده شده میباشد که در مثال ما بعد از سه مرتبه آزمایش به زیر 99.995 درصد رسید. اما با این روش نمیتوان به گزاره قطعی درباره اینکه فیلتر در کلاس H14 هست یا نه رسید.
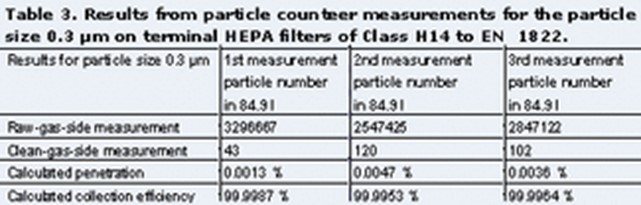
جدول 3
اگر برای مثال، غلظت گاز خام ده برابر کمتر بود، آنگاه به دلیل تعداد کمتر برخوردها در سمت تمیز، اندازه 95 درصد از فواصل اطمینان نتیجه افزایش مییافت و کار را برای تخمین کارایی فیلتراسیون واقعی بسیار سختتر میکرد. افزایش گاز خام یا افزایش در تعداد آزمایشها صد البته به افزایش دقت دادهها و قطعیت بیشتر آماری منجر میشود.
این نکته در سمت راست دیاگرام شکل 7 به خوبی نشان داد شده است. بیشتر شدن تعداد دفعات آزمایش باعث کاهش در عرض فواصل اطمینان میشود. کاهش در سرعت حرکت پروب در سمت تمیز به زیر 5 سانتیمتر بر ثانیه نیز سبب بالاتر رفتن دقت اندازهگیری میشود هر چند زمان بیشتری نیز مصرف میشود. استفاده از شمارشگر با حجم نمونهگیری کمتر برای جریان حجمی نیازمند بالاتر بردن تعداد دفعات آزمایش به میزان زیادتری خواهد بود زیرا به دلیل حجم کمتر تعداد برخوردهای کمتری خواهیم داشت و برای شمارش در سمت تمیز ناکافی خواهند بود.
یک اصل کلی در انجام اندازهگیری اینست که اندازهگیریهای درون سیستمی نباید به همان روالی باشند که مقادیر با آنها مشخص شدهاند. جدول 4 یک نمای کلی از ایرادات در اندازهگیری درون سیستمی را در طی اندازهگیریهای شمارش ذرات بر روی یک فیلتر هپا/اولپای نصب شده نشان میدهد.
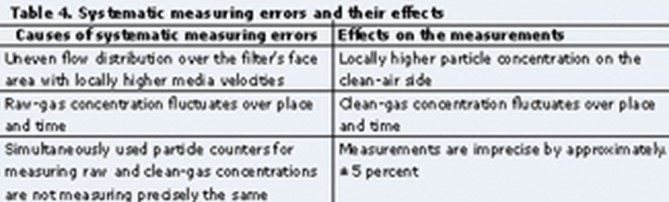
جدول 4
در صورت وجود نشتی در فیلتر، وضعیت اندازه گیریهای توصیف شده دلخواهتر است. طبق EN 1822 یک فیلتر هپا/اولپا در کلاس H14 نشتی دارد اگر کارایی فیلتراسیون در نقطهای از آن کوچکتر از 99.995 درصد باشد. این مقدار بسیار پایینتر از فاصله اطمینان 95 درصد میباشد. اگر کارایی فیلتراسیون اعلام شده توسط سازنده فیلتر با مقادیر مشخص شده اختلافی به ضریب 10، یا یک کلاس فیلتر داشت، پس اگر اعداد صحیح باشند، فرایند اندازهگیری ذکر شده برای صحهگذاری بر انحراف از مشخصات مناسب است.
اگر چه این مثال برای یک فیلتر هپای H14 بود اما این گزارهها و نتایج را میتوان برای اندازهگیری مشخصات در فیلترهای اولپا با کلاسهای U15، U16 و U17 طبق استاندارد EN 1822 انجام داد. نیاز است که از وجود یک گاز خام با غلظت بالا مطمئن بود.
در تکنولوژی اتاق تمیز، کارایی فیلتراسیون و عدم نشتی معمولا در کارخانه تولیدکننده با استفاده از روشهای تست استاندارد فیلترها طبق استاندارد EN 1822 برای کلاسهای مختلف فیلترهای هپا/اولپا آزمایش میشوند. هنگامی که اندازه گیری ها برای فیلتر نصب شده در محل به صورت صحیح انجام پذیرد، مصرف کننده میتواند با ضریب اطمینان بالایی از عدم نشتی در فیلتر خود مطمئن گردد.
آرایه های اوزانبندی دلخواه فقط امکان کمی برای بررسی کارایی یک فیلتر در محل ارایه میدهند زیرا ایرادات اندازهگیری ذاتی یک سیستم معمولا از بزرگی یکسانی با اندازههای بدست آمده دارد. بنابراین در شرایط نصب در محل فقط میتوان انحرافات عظیم را شناسایی کرد.
در صورت وجود هرگونه سوالی در مورد فیلتر هوا و همچنین انواع لوازم یدکی هیوندای ویا لوازم یدکی کیا میتوانید برای دریافت اطلاعات با کارشناسان ما تماس حاصل فرماییید.


















































ااطلاعات شرکت
 آدرس :
تهران، خ امیرکبیر، خ ملت، کوچه کاوه، پلاک 43، واحد 2
آدرس :
تهران، خ امیرکبیر، خ ملت، کوچه کاوه، پلاک 43، واحد 2
 روابط عمومی
021-33532382
روابط عمومی
021-33532382
 پست الکترونیک:
info@partestan.com
پست الکترونیک:
info@partestan.com
 فکس:
021-36619921
فکس:
021-36619921
لینک های کاربردی
پارتستان من
تمامی حقوق وب سایت متعلق به گروه پارتستان می باشد.
© 2018 PARTESTAN . ALL RIGHTS RESERVED








